I had said that I was going to finish up the Miyata 310 build a few weeks back, but that week turned out to be really hot. And the next week as well. So I started working again on the build a few days ago. I installed the handle bars, the shifters, the brake handles, and started to size the housing for brake cables and shifter cables.

Today I finished cutting the cable housings to size. Installed the brake and derailleur cables. Here I am testing the movement of the derailleurs.
Now I am sizing and installing the chain. I get to use my new Hozan chain tool. There are three popular ways to size your new chain. The first method was used by the late Sheldon Brown who was a well known bicycle mechanic and proponent of bicycling. His website had tons of information on bicycles which I have used on a number of occasions. His website is still maintained by his friends and family To use the Sheldon Brown chain sizing method, you put the chain around the larges sprocket on your rear gears and then put the chain around the largest chainwheel on the front. Usually the front derailleur is shifted to the largest chainwheel, but I don’t see that it matters. Don’t feed the chain through the rear derailleur, just make sure the derailleur is out of your way by shifting it to the smallest sprocket. But make sure the chain fits on every tooth of the rear large sprocket that it can be on. As the chain is around the rear large sprocket and the front largest chainwheel, pull the chain tight and find the closest matching link that you can connect to. Then go back down the chain one link (maybe 2 if you are using a master link) and at that point is where you will break the chain to size it.
The second chain sizing method needs the bicycle to be on flat and level ground. You will feed the chain (which has the end that with accept the pin) around the smallest chainwheel on the front. Next feed the other end of the chain around the smallest sprocket on the rear and also around and through the rear derailleur pickup wheels. The chain end from the front will overlap the rear end of the chain. Pull the chain ends gently together until the point where the cage of the rear derailleur moves forward. At this point the chain coming off the rear derailleur ideally should have enough clearance not to rub against the top guide pulley on the derailleur. Basically there should be a minimum of 1/2″ or 15mm gap. On the overlap, you will break the chain at the point where the proper ends meet. Note that if you are using a power link, then you have to go one link farther.
The third chain sizing method uses mathematics to calculate the chain length. First you need to find out how many teeth your biggest sprocket on the rear has and then find out how many teeth your biggest chainwheel on the front has. Then measure the length of your chain stay which will be from the center of your rear wheel to the center of your chainset. Measure it to the closest .125″ (1/8″). I am going to do a calculation using the numbers I gathered from my Miyata which has a 53 tooth front chainring, a 34 tooth large rear sprocket, and a length of 16.25″ for the chainstay. So the equation will be this for the Miyata:
(16.25 x 2) + (53 / 4) + (34 / 4) + 1
32.5 + 13.25 + 8.5 + 1 = 55.25″
This last method is especially helpful if you change you rear sprocket/cassette or your front chainwheel. I was familiar with the first two methods, but not this third method. I used the second method when I sized up the new chain for my Fuji build. This time I am going to use the Sheldon Brown sizing method. After I size the chain, I will compare the length that I come up with to the Math sizing method and see how close they are.

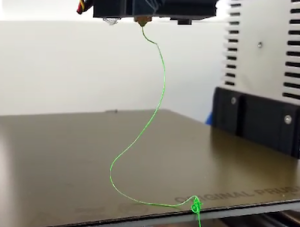
In the picture I made a mistake marking the link, I need to go over to the start of the next link. So instead of 55″ it was almost 55.5″. So 55″ and 55.5″ were still in the ballpark and very close to the measurement of 55.25″ that I calculated.
I was able to install the chain but had a little bit of trouble with the pin for the Shimano chain. You are supposed to install a chain with the side that has writing on it facing the outside. But this Shimano chain had writing on both sides, so I am not sure which side is suppose to face out in this case.
After I installed the chain I adjusted the high/low setting for the derailleurs. Then I took the Miyata on a few test rides. I moved the saddle back twice, a little bit after each of two short rides in the neighborhood.

I completed about 99% of the build. I need to install the toe clips and a speedometer I got for it. But I will mark the build as completed!